

Die WECODUR-Technologie basiert auf einer Weiterentwicklung des Laserauftragschweißens und ermöglicht damit die wirtschaftliche Herstellung von dünnen, stoffschlüssig angebundenen Schichten auf Werkstücken aus Metall mit einer Vielzahl von Materialkombinationen. Die WECODUR-Prozesskette besteht aus einem oder mehreren Beschichtungsprozessen und dem Finishing-Prozess. Damit wird erstmalig der Großserieneinsatz ermöglicht.
Die WECODUR-Beschichtung im Vergleich
Konventionelles
Laserauftragschweißen
- Flächenrate typischerweise ≤ 0,5 m2/h
- Schichtdicke typischerweise ≥ 0,5 mm
- Raue, wellige Oberflächen ca. Pt 200 µm
- Oberflächenrauheit Rz ≥ 50 µm
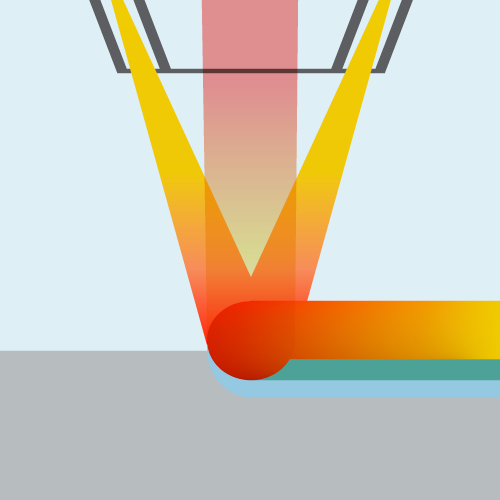
Fazit
Serienbeschichtung unwirtschaftlich
WECODUR-
Laserauftragschweißen
- Flächenrate bis über 5 m2/h
- Schichtdicke bis unter 0,01 mm
- Glatte Oberflächen Pt ≤ 20 µm
- Oberflächenrauheit Rz ≤ 20 µm
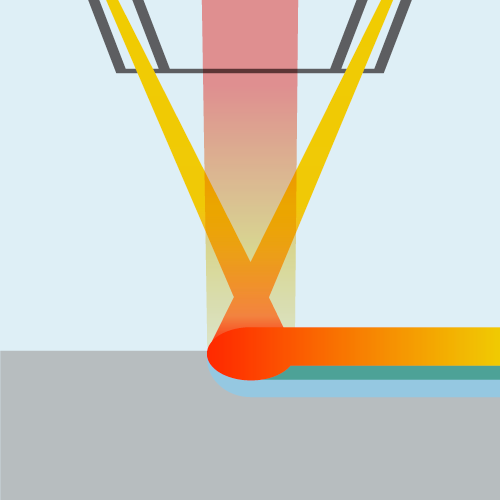
Fazit
Wirtschaftliche Serienbeschichtung
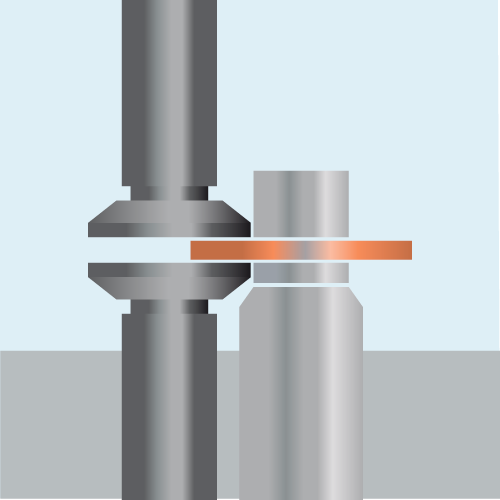
Die WECODUR-Nachbearbeitung
WECODUR-Finishing
- Doppelseitenplanschleifen ermöglichen höchste Prozessvorschübe durch symmetrische Krafteinleitung
- Selbstschärfender Planschleifprozess ermöglicht geringste Werkzeugkosten (abrichtfrei)
- Optionaler Schälschleifprozess mit angestelltem oder planparallelem Werkzeug-Set-up
Fazit
Kurze Bearbeitungszeiten und niedrige Werkzeugkosten
Die WECODUR-Technologie im Vergleich
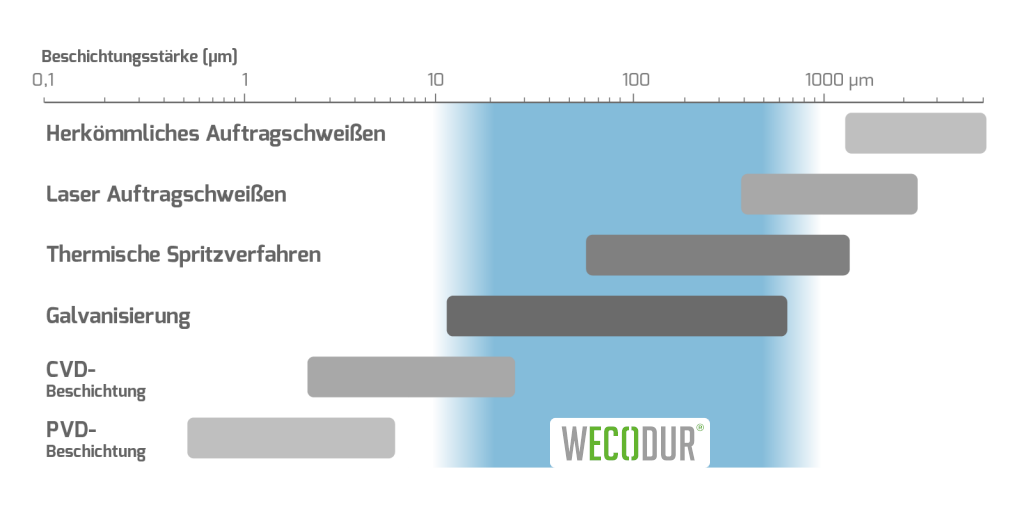
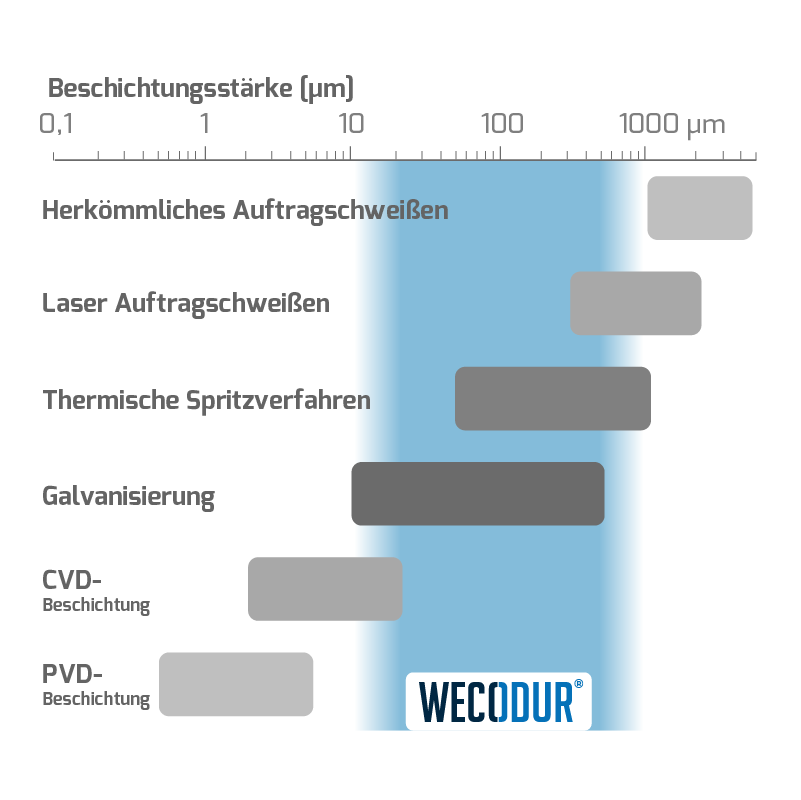
Nachteile herkömmlicher Technologien
- Thermische Spritzverfahren und Galvanisieren haben keine metallurgische Verbindung zum Grundwerkstoff
- Für die Anbindung der aufgetragenen Schicht sind in der Regel aufwändige Vorbearbeitungen notwendig
- Beim herkömmlichen Auftragschweißen sind die Schichten dick (> 0,5 mm) und der Wärmeeintrag ist hoch
Ein hoher Wärmeeintrag und die damit verbundene Aufmischung führt insbesondere bei kohlstoffhaltigen Substratwerkstoffen (z.B. Eisengusswerkstoffe) in der Beschichtung zu:
- Versprödung in Beschichtung und Grundwerkstoff
- Rissen
- Poren
- Schlechte Anbindung
Kontaktieren Sie uns!
Ihr Ansprechpartner für das Thema Technologie:
Johannes Schütz
+49 241 6083 2333
